
Systems



Non-contact Permanent Marking
Laser marking is a thermal process that uses the heat generated by a laser beam to alter the surface of the material being marked. There are several ways a laser can create marks, depending on the material and its surface finish, the wavelength of laser being used, and the settings used in the laser software.
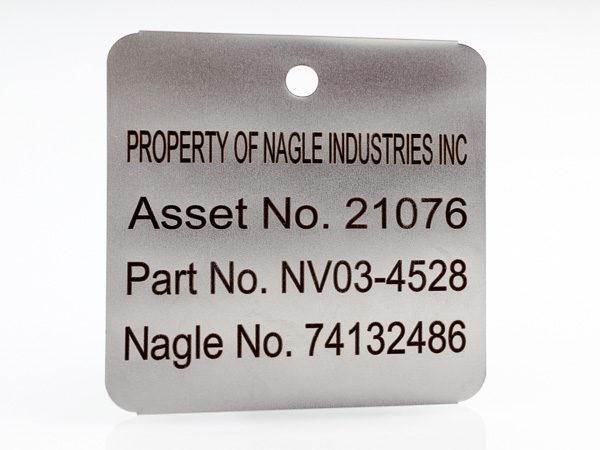
Lasers mark high-resolution text, graphics, and bar codes, on bare or coated materials. Fast, galvo-driven lasers print messages in just seconds to keep up with high-volume production needs.
Without the need for inks, fluids, or other consumables, lasers are a cost-effective and maintenance-free way to mark items.







Frequently Asked Questions
Different laser processing techniques can be used to produce the type of mark you require on your material. Some techniques create deep marks, some create high-contrast colored marks, and so on. Several factors are taken into consideration to determine the most suitable laser and technique for each application.
See for yourself. Sample marking on your items can be accomplished in Pannier’s laser marking lab.
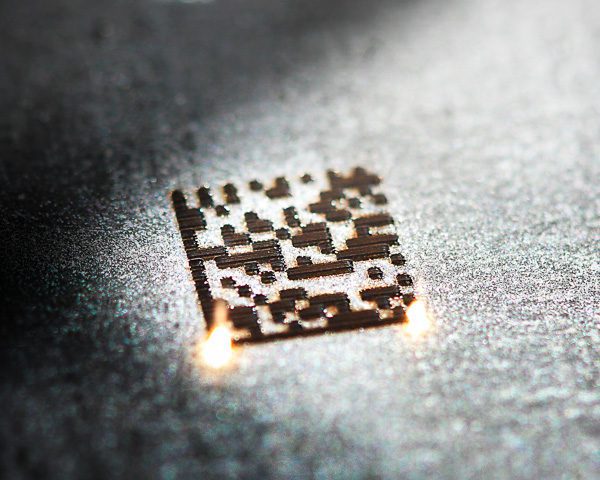
Laser marks are permanent. Compared to a printing process where ink or paint is applied to the surface of a part, laser marking uses thermal energy to remove or darken a surface. The resulting marks are not affected by light, heat, fluids, or mild abrasion.
Laser engraving is the process of using thermal energy to vaporize and thereby remove small amounts of material. In laser etching, thermal energy is used to alter the material, thereby creating contrasting textured or colored marks.
Click here to learn more about the various ways lasers can mark materials.
During laser engraving, a precise amount of the material is removed. The amount is based on several factors and settings:
- The material being marked and its compatibility with the laser wavelength being used.
- The wattage of the laser.
- The marking power and speed settings being used.
- The number of passes. A laser system can be programmed to mark a message multiple times in the same location to achieve a deeper mark.
Class 1/Class I laser systems use safety enclosures to completely enclose the laser beam during operation so that no additional safety precautions are necessary. Laser-safe glass is used to eliminate the possibility of eye damage while viewing the laser.
Class 4/Class IV lasers are visible-beam lasers that do not have guarding around the beam, which can cause burns, injury, and eye damage. When integrating Class 4 lasers into production environments, safety precautions must be employed including laser-safe enclosures or eye protection and the use of safety interlocks.
Learn more about lasers and laser safety at the OSHA web site.


There are many factors that need to be taken into consideration when choosing the right laser for a marking application. In addition to the type and depth of mark, the amount of time allotted for marking, and the available space for placing equipment in an automated production environment, the attributes of the material being marked can dictate the laser required.
Material Color
- Dark colors absorb more light than lighter colors.
- Painted colors have little effect since the laser usually vaporizes away paint.
- Additives can be used in plastics to create a color change when the material is marked.
Surface Finish
While surface finish is not a big factor in the thermal process, it may be important for readability.
- If the laser does not induce a color change, a rough surface will require deep engraving to achieve good contrast with the surrounding material.
- A smooth machined surface will yield excellent readability with very shallow engraving.
Thermal Conductivity
Highly conductive materials will convey heat away from the point at which the laser is attempting to increase the temperature. The laser parameters will have to be adjusted to compensate for the material’s attempt to heat-sink itself. Aluminum is a classic example: aluminum marking will require more power and/or a slower marking speed.
Material Hardness
For all practical purposes, material hardness is not a factor in laser marking. A laser can mark a hardened steel part just as readily as untempered material.
Reflectivity
Laser light must be absorbed to generate heat. If the material is highly reflective to the laser wavelength, adjustments must be made to the laser power, pulse rate, and beam velocity to achieve a quality mark.

Choosing the Right Wavelength for Your Material
Laser marking can be accomplished with several types of lasers. The most common are gas lasers, solid state lasers, and fiber lasers. Each type works in a unique way to create a laser beam at a particular wavelength. Each wavelength is suitable for marking in specific ways on specific materials.
Gas Lasers
CO2 gas lasers can mark a wide range of plastics and organic materials.
Fiber and Solid State Lasers
The lasers in these categories include Nd:YAG, Nd:YVO4 (Vanadate), and Ytterbium Fiber lasers. They all utilize approximately the same wavelength of laser beam, which is particularly good for marking metal surfaces and many plastics.

| Type | Material | CO2 | aWave™ | Yb Fiber | Yb Fiber |
|---|---|---|---|---|---|
| Metal | anodized aluminum | ■ | ■ | ■ | |
| Metal | burnished metal surfaces | ■ | ■ | ■ | |
| Metal | metals and alloys | ■ | ■ | ■ | |
| Metal | metals and alloys, high temperature | ■ | |||
| Metal | painted metals | ■ | ■ | ■ | ■ |
| Plastics | plastics | ■ | ■ | ■ | ■ |
| Plastics | polycarbonate | ■ | ■ | ■ | ■ |
| Plastics | silicone | ■ | ■ | ■ | ■ |
| Plastics | transparent plastics | ■ | |||
| Organics | ceramics | ■ | ■ | ■ | ■ |
| Organics | glass | ■ | |||
| Organics | leather | ■ | ■ | ■ | |
| Organics | paper | ■ | ■ | ||
| Organics | rubber | ■ | ■ | ■ | |
| Organics | wood | ■ |

Lasers use a beam of light to engrave or etch information directly on the surface of a variety of materials.
When the beam exits the laser system it passes through an f-theta lens which focuses the light to a small point suitable for marking. This point where the beam is focused perfectly is called the focal point.
The distance from the lens to the focal point is called the focal distance or working distance.
There is a small amount of distance above and below the exact focal point where the beam is still focused enough to make a good looking mark. This is called the focal range. This varies from laser to laser.

Choosing a Lens
Each f-theta focusing lens has its own unique focal length, which determines:
- The focal distance. This is how far away the lens must be from the material being marked.
- The marking window. This is the amount of surface area on the material that the laser can mark.





